





雖然我們的生活愈來愈電子化,但紙張仍是日常生活裡不可或缺的元素。在使用紙張的同時,若又能確保沒有破壞性地毁林,確保紙張的來源和加工製作過程,實在非常重要。
怎樣才是真正的再生紙?
再生紙是一種以廢紙為原料,經過分選、淨化、打漿、抄造等十多個工序生產出來的紙張。而廢紙本身可以是下列三種:
工廠在生產紙張過程中的產生的邊角料


用前廢紙,即紙張出廠後,沒有經過消費者使用即被丟棄的紙張
用後廢紙,即經過消費者使用後的紙張,例如舊報紙、雜誌、書籍、包裝等然而,「工廠在生產紙張過程中的產生的邊角料」因為這樣的工序沒有經過迴圈利用,最多只是提高原料的綜合利用率,嚴格來說不能被稱為再生紙。
消費者可如何辦識綠色紙張?
國際上存在多種可持續森林認證體系,例如FSC,PEFC,SFI及 ASF等。這些認證在經濟、環境、社會方面的標準差異甚大,有時甚至會引起多種環境和社會問題。目前,FSC是世界上最嚴格的森林管理和林產品加工貿易體系認證,及國際上認可度最高的可持續森林認證體系之一,受到非政府環保組織和貿易組織支援。
消費者亦可以留意紙張上的標記︰
這標誌表示該產品使用循環再用物料生產,如果是紙張則表示該產品是再造紙。消費者可以放心購買。購買時你還應該留意產品使用循環再用物料的比例,如果標明「100%再造紙」,即代表它的物料全部來自循環再用的物料,也最為環保。一些紙張亦則只稱「使用再生紙含量30%以上的紙張」,或沒有注明是「用後廢紙」還是「工廠在生產紙張過程中的產生的邊角料」,這種模糊的定義會使不良的企業放棄用以減少「邊角料」產生的革新技術,反而選擇直接將「邊角料」重新加入到木漿中去生產所謂的「再生紙」。消費者可以訂購紙張時向製造商了解清楚。
根據多家國際環保組織2011年聯合撰寫發佈的《On the Ground 2011》報告PEFC、MTCC、AFS等認證體系也存在著包括轉化天然林為人工林、破壞瀕危物種棲息地等的各種問題,大家要小心選擇。
而好像加拿大Kenogami森林使用的SFI認證,則其實近四分之三的森林在過去74年裡,被砍伐得滿目瘡痍,當中不乏樹齡百年以上的,而包括狼獾在內的多種動物的棲息地也被嚴重毀壞。所以並非各種認證也可以放心使用的。
綠色和平從2000年起向出版及印刷業推廣森林友好型紙張(即100%再生紙或者FSC認證的紙張),並在加拿大、英國等9個國家帶動了印刷出版行業變革。我們也一直推動中國的作家和出版社使用森林友好型紙張印刷書籍,截至2011年9月,我們就推動了19本共計41萬冊圖書使用森林友好型紙張印刷出版,共減少了1000噸的二氧化碳排放量。
你在日常生活中也可以幫忙減少浪費,保護森林! 參考我們一系列的生活建議,默默守護每一棵樹。
紙張規格/紙張開數
在規格中來說說紙張開數。
開數一直存在於我們的生活中,最常見的像是國小美術課使用的八開圖畫紙、印表機用的a4影印紙就是一例。而開數就是紙張的面積大小代稱。
自發明造紙術以來,各家紙廠生產的紙張大小不一,導致後續加工及買賣上造成很大的困擾,於是在1786年,德國科學家訂定的國際紙張標準(iso 216),以的矩形將紙分為a系、b系、c系。
紙張規格統一後,印刷便能製式化生產,也就帶動了印刷的發展。除了國際紙張標準外,各國習慣有歐規、美規、日規…等。
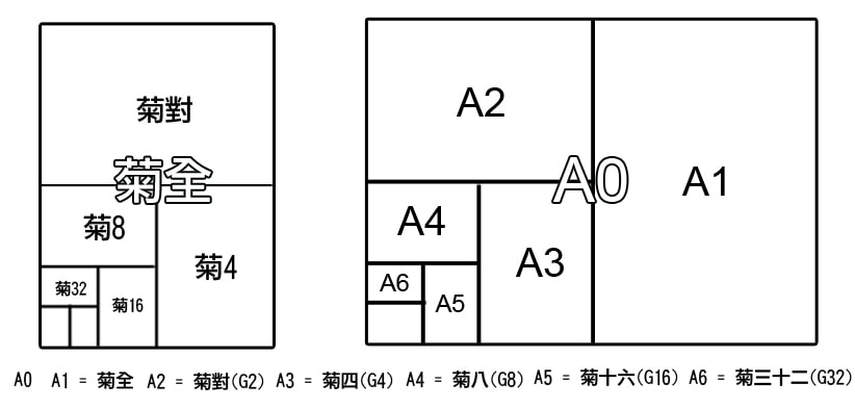
台灣受日本影響頗深,所用的菊版(25*35)及四六版(31*43)與國際紙張標準的a、b、c系列又有些不同。
有些國外適用的規格在台灣不見得可行,所以下列皆以台灣現行紙規做介紹。
菊版:25"x 35"吋,所以要說菊版也可以,說25x35 也可以。
英文是取菊版的G來代替,但此用法僅用在台灣。
開數使用舉例來說一張DM,
完成尺寸A4(21*29.7cm),
完成尺寸A3(42*29.7cm),
完成尺寸A2(42*59.4cm),
完成尺寸A1(84*59.4cm)
菊版紙張規格依所需求分幾令、磅數…等資訊。
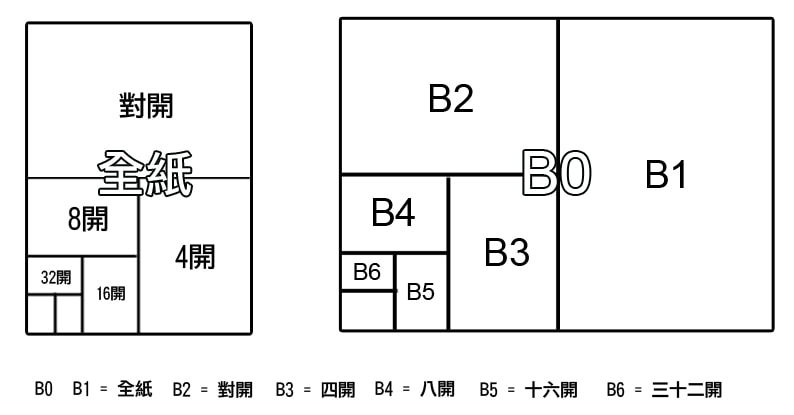
全紙:31"x 43"吋,所以要說全紙也可以,說31x43、四六版也可以(31*43吋及四尺六尺)。
四六版是台灣用法,台灣由於印刷機台最大尺寸是全開機A1。
客戶要求要印A0的海報,實際上在台灣的A0指的是菊全,但菊全其實等於A1的尺寸。
紙張裁切尺寸 紙張國際標準尺

.png)
造紙產業可分為上、中、下游。上游係指造紙原料,包含原生紙漿或再生紙漿,中游包含各類紙品生產,包括印刷書寫用紙、家庭用紙、包裝用紙、瓦楞紙箱用紙、紙板(白紙板、灰紙板、其他紙板) 、其他紙張(如特殊紙、棉宣紙、敬神紙)等等,下游則是進行裁切、軋型、裝訂、印刷、包裝等加工,串聯文化出版、農業、食品、民生用品、水泥、及其他製造生產等各型產業。
紙漿
造紙原料,包含原生紙漿或再生紙漿。台灣目前僅有中華紙漿一家會員廠生產短纖原生紙漿,採用硫酸鹽法,以氫氧化鈉和硫化鈉混合液為蒸煮劑,採連續式蒸煮法製成,廣泛使用於文化用紙,家庭用紙,包裝用紙,紙箱/紙板用紙,特殊紙及漿塑產品。
台灣林木資源利用有限,造紙原生紙漿消費量(約100萬公噸)其中五分之四仰賴國外進口,台灣造紙廠堅持採購人工作物林採伐與負責任管理的驗證紙漿(FSCTM),以行動保護熱帶雨林及原始林、維護森林生態平衡,堅守友善地球綠色信念。
除了原生紙漿,造紙廠利用回收瓦楞紙箱、紙板、辦公室用纸、紙容器、稻麥秸稈等等資源,歷經散漿、篩選、磨漿、成型等步驟重新成為不同種類紙品,造紙再生紙消費量(約400萬公噸),其中三分之二需求量量自國內收購,不足三分之一需求量國外進口,以國內優先,是資源循環利用的最佳典範。
文化用紙
(一)印刷書寫塗布紙
紙張表面經白土、碳酸鈣,或其他顏料如二氧化鈦、塑膠顏料等,和接著劑混合處理,以改進顏色、光澤度及印刷適性者。
1. 美術銅版紙
2. 銅版紙
3. 輕量塗布紙
4. 微量塗布紙
(二)印刷書寫非塗布紙
1. 特級(道林紙)
2. A級(模造紙)
3. B級(印書紙)
4. C級(印刷紙)
5. 有色印刷紙
6. 圖畫紙
7. 招貼/單光紙
(三)薄葉紙
基重約在35公克/平方公尺以下之紙類。
1. 打字紙
2. 聖經紙
3. 郵封紙
4. 香煙紙
5. 格拉辛紙
(四)新聞紙
以回收紙漿、機械漿或兩者摻和,不上膠製成輕度壓光之紙,供報紙及雜誌印刷之用。
(五)電話簿用紙
以回收紙、漂白機械木漿及化學漿混合的配料製紙,供印製電話簿之用。
查詢生產會員廠(文化用紙_塗佈)
查詢生產會員廠(文化用紙_非塗佈)
家庭用紙
(一)平版式衛生紙
100%以100%紙漿或經脫墨之漂白再生紙漿或摻用部份原生機械漿抄製起縐而不加膠,吸水性良好之紙。切成長方形者稱為平版衛生紙。供一般廁衛用紙。
(二)抽取式衛生紙
以100%紙漿或經脫墨之漂白再生紙漿或摻用部份原生機械漿配料及抄製方式同上,切成長方形單層或雙層以上再加摺疊成包者。
(三)捲筒衛生紙
以100%紙漿或經脫墨之漂白再生紙漿或摻用部份原生機械漿配料及抄製方式同上,單層或雙層以上相疊剖成適當寬度,同時捲成適當直徑之圓筒形者。且每一適當長度加以切痕以利扯用。
(四)紙餐巾
以100%紙漿或經脫墨之漂白再生紙漿或摻用部份原生機械漿抄製起縐而不加膠,吸水性良好之紙,常經壓花,截切成不同尺寸之矩形,單、雙或三層相疊。供餐桌上使用。
(五)面紙
以100%漂白化學漿製造,不加膠,但加不脫粉劑,吸水性佳。單層或多層,供擦拭人體用。
(六)廚房紙巾
不加膠,加有濕強劑,吸水性佳,供廚房用。
(七)擦拭紙巾
配料不限漂白漿及脫墨漂白漿,不加膠,加有濕強劑,吸水性佳,亦有加除塵劑者,供擦手用或為抹布之替代品。
(八)吸水紙
以100%漂白紙漿或摻以脫墨漂白漿抄製,不加膠,吸水性佳,可供衛生棉吸收層之用。
(九)生理棉
以吸水紙、棉狀紙漿和強力吸水材料(高分子吸收體)組成之吸收體等製成。
(十)紙尿褲
以類似生理棉之吸收材料組成,尺寸外型不同於生理棉,有嬰兒及成人用兩種。
瓦楞紙箱原紙
(一)牛皮紙板
亦作「裱面紙板」,種類分為特A,A,B,C級,供製瓦楞紙箱外層用紙,視需要,也可添加濕強劑。
(二)白牛皮紙板
面漿以漂白牛皮紙漿為主要原料,供製瓦楞紙箱外層用紙。
(三)瓦楞芯紙
用製瓦楞紙箱之內層或中芯為目的。
白紙板
(一)灰底塗布白紙板
100%正面以漂白紙漿、中底層以廢紙漿或其他未漂白紙漿製成紙板,再經塗布,以機械法或毛刷法打光表面平滑光亮。可供彩色印刷,主要用於製盒。
(二)白底塗布白紙板
正、底兩面用漂白紙漿,中層用廢紙漿或其他未漂白紙漿製成紙板,再經機上塗布以機械或毛刷法打光,而成表面平滑光亮。可供彩色印刷,主要用於製盒或卷宗用。
(三)非塗布白紙板
基本配料同上1,但不經塗布及加光,供一般紙盒及卷宗用。
(四)全白紙板
以全化學漂白木漿抄製,供大型海報、鏡框襯墊、賀卡、名片等使用。
其他紙板
(一)灰紙板
100%廢紙再生抄製,主用於製盒。
(二)紗管紙板
以廢紙再生漿,摻以未漂半化學漿,視需要可加增強劑抄製。低基重者供捲筒衛生紙中芯紙管用,中基重者供大型捲筒紙及捲筒紙板中芯紙管用。高速用抄管,則以紙力較強者加工製造。
非碳紙(N.C.R.)簡介
一、非碳紙的起源:
1953年美國的NCR公司(National Cagh Rogister Co.,Ltd)現為Appleton Papers Inc.所發明,經過1/4世紀才開始實用化,台灣在近十年來辦公室 自動化,電腦普及後NCR紙用量大增,取代傳統碳紙之複寫方式。台灣比 日本、美國先進國家慢了十五年才有生產製造,用量僅為日本的1/20。品質都是以日本系統為主,有別於部分歐美系統。
二、發色原理:
非碳複寫紙(No Carbon Required paper,簡稱NCR) 紙張的一面塗布微膠囊(CB),囊內含有色素,另一面塗布顯色劑 (CF面) ,使用時須 CB面與CF面相對應,當紙張受壓時,CB面之微膠囊破裂,色素逸出並與CF面之顯色劑反應而發色,利用此原理而達到複製效果。
一般(NCR)可分為上用紙、中用紙、下用紙三種,可依複製要求張數的多寡而調配組成。
■非碳紙分為上、中、下紙三種
上紙(CB):原紙的內面由發色膠囊塗佈而成。
中紙(CFB):原紙的表面由顯色劑,內面為發色膠囊塗佈而成。
下紙(CF):原紙的表面由顯色劑塗佈而成。
■發色膠囊(4-6um粒子徑)是由無色染料溶解在不揮發性之合成油或礦物油中 分散成小油滴外圍由塑膠膜包覆硬化而成,壓破後在顯色劑CF面 反應而發色。
■目前發色膠囊之表面塑膠膜大部分都使用合成樹脂,其粒子徑平均,抗濕耐溶劑,性能較穩定,以前初期用天然膠質包膜有效安全期較短。
■顯色劑目前日本系統均為有機酸樹脂,如酒石酸水楊酸樹脂,耐候性較佳,歐美有部分使用酸性白土顯色,在濕熱台灣較不適合。
二、非碳複寫紙 -詳情
非碳複寫紙(NCR)是經特殊隱形塗布加工而成的特種紙,一般由三種紙類配頁裝訂組成, 分別為上紙(CB),中紙(CFB)和下紙(CF)。
上紙背面均塗一層微細膠囊(內含發色劑),中紙正面塗有顯色劑而背面塗含發色劑的微細膠囊,下紙正面塗顯色劑。
當以筆或印表機將壓力傳遞到上述組合紙堆時,上紙、中紙背面的膠囊受壓破裂,釋放膠囊內的發色劑與中紙、下紙正面的顯色劑接觸併產生化學反應,從而使字跡顯現顏色。
台灣目前NCR紙的顯色通常為藍色。根據上述顯色原理,一般在二聯複寫使用時,用一張上紙和一張下紙,二聯以上的增加中紙便可。
除了由上紙、下紙以及中紙組成的標準無碳複寫紙外,還有將染色膠囊和顯色劑塗在原紙同一表面組成的自顯紙(Self-Contained (SC) Paper)。只需在自顯紙上面疊放任何紙張,並進行書寫或衝擊式的壓印,均會在自顯紙上產生顏色圖像。
三、非碳複寫紙 -特點
1、複寫時免墊「複寫紙」,直接書寫方便省時,複寫聯數2-6頁,可以極大地提高工作效率,
適應現文書作業上需要 。
2、副本字跡清晰、鮮明,不退色,能防止塗改、仿偽造。
3、不污染手指,衣物和其他文具紙張,保持清潔乾淨。
4、具有各種顏色(如:白、藍、紅、黃、綠色)、易於識別處理。
5、紙質優良,表面平滑順暢,比28克彩打紙結實,不易損壞,印刷色彩艷麗。
6、不含有害原料及異味,安全可靠,顯色後圖文可保存15年以上。
使用上注意事項
非碳紙在使用及印刷過程中有其先天的限制,使用時務必特別注意之。
■碰撞及摩擦:
非碳紙雖然有適度的保護其不當的發色,但過度的碰撞及摩擦,還是有 顯色的可能,應注意之。
■日光直射:
非碳紙若經日光照射,紙色及顯色的濃度有變淡的情形,顯色效果不良 。
■酒精甲苯有機溶劑類等,附著在非碳紙時發色濃度會變淡,效果變差宜 注意。
■機械油,燈油,化粧品類等油脂附著在顯色面紙時會變透明看不清楚, 發色文字消失的情形發生,應儘量避免接觸。
■一般事務用品如卷宗、桌墊等有使用軟性之PVC材質,其PVC通常含 有可塑劑,紫外線吸收劑,劣化防止劑等化學藥品有時會緩慢釋出情形 ,長時間接觸時顯色文字會消失,顯色效果不良宜改用PE,PP類塑膠材質為宜,還有漿糊、印泥、橡皮擦、螢光筆等用品亦會有上述情形發生。
■背碳紙及一次複寫紙因含有油脂等與非碳紙共用時避免與顯色面直接接 觸,引起顯色文字褪色。
■使用減感油墨印刷時,對原子筆、印台、印泥之文字會產生褪色變色之 影響。
■搬運時注意避免碰撞、彈落、需用繩索捆包時宜用厚紙板多層保護,捲 筒紙不宜在地面滾動,應站立存放在乾燥地方。
■紙張裁切上,中紙應適度保護避免過度壓力、印刷操作時亦同。
印刷時注意事項
■紙張檢查:
印刷前上、中、下紙印刷面正反順序應確實正確。
平版品:開封上面為印刷面。
捲筒品:外表為印刷面
■紙張直橫向:
同一份傳票直橫向不宜混用,造成伸縮不齊,分離膠效果不良。
■印刷油墨:
電腦報表印刷油墨不宜使用粘性太大油墨,應適度調整軟度,減感油墨 印刷時使用耐減感之油墨。
■印刷加工時防止不當發色,裁紙裁壓,印壓儘可能減輕。
■防止伸縮:
印刷前開封後避免長時間放置受潮,Offset印刷時之加濕棒,應儘量減 少水量,印刷室裝訂地方濕度不宜過大,印刷後到裝訂注意濕度變化。
產品用途:
收據、發票、複寫式表單、帳單、合約書、契約書、同意書、電腦用連續報表紙.....等聯單

產品名稱:白銅(白銅卡)
特色:
正面-單面塗佈白底卡紙,塗佈面平滑光亮,可作精緻彩色印刷,雙面白 (正面-白面滑面)
反面-紙面紙底為白色,但紙底未塗佈(反面-白色粗面 灰色紙芯)
用途:
帳冊封面、傳票封面、會計憑證封面、蛋糕盒、藥妝盒、POP、撲克牌、紙廣泛適合手作、割型、書籍當封面,封底做保護,單面彩色之說明書、傳單、裱背用紙、海報及商品標貼等。
厚度/基種:

配合傳票封面使用裁切規格如下:
A5-21.3x15cm
A4-21.3x30cm
中一刀-24.6x14cm
可客製化裁切 請先聊聊 詢問
可依需求尺寸裁切,可在選項中查看
可做為小卡/吊牌/吊卡/文字卡/閃卡使用
客製化商品出貨時間約1~3個工作天
紙本發票需請下單時,備註統編、抬頭
#傳票封面 #小卡 #紙板 #封面 #封底 #襯衣墊 #服飾隔板 #襯墊 #灰銅 #白銅 #模型紙 #底板 #墊板 #底板 #會計帳封面 #色卡
灰紙板-磅數-厚度-尺寸
灰紙板:
灰紙板是由一種用再生廢紙製成的紙板,是一種環保型包裝材料。
主要用途:包裝盒子、廣告用板、資料夾、相框背板、箱包、精裝書本、收納盒、樣本、襯板、拼圖、隔板等。

名片/名牌/識別證/酷卡/燙金/打凸
常用名片規格
一般規格90 x 54mm
一般規格90 x 50mm
細板規格90 x 45mm
細板規格90 x 40mm
細板規格90 x 35mm
名片材質
230P平面卡:
屬高級進口紙,紙面平滑,色彩飽和度高,名片印刷常使用此紙種。
250P平面卡上亮P:
紙張平面卡,印刷後上亮膜,具平面卡的特性,且更加亮麗,可選擇單亮膜與雙亮膜的效果。
250P平面卡上霧P:
紙張平面卡,印刷後上霧膜,且更加亮麗,可選擇單亮膜與雙亮膜的效果。
250P上P+局部上光:(雙霧或雙亮)
紙張為平面卡,印刷後先上雙霧膜或上雙亮膜,再依設計需求做單面局部上亮光,最能表現出獨特的設計質感。
200P萊妮紙:
常見之美術紙,紙張的吸墨性強,印刷色彩稍沉,具十字紋路,質感佳,頗受歡迎之紙類。
200P象牙紙:
紙張纖維紮實平整,印刷色彩稍沉,紙張色澤柔和。
200P安格紙:
具平面卡的特性,紙面有細紋,擁有特殊質感。
200P水彩紙:
屬高等級的美術紙,吸墨性強、質感優、但不易乾,一般常用於西畫中。
180P晶鑽紙:
紙質類似象牙卡,印刷後色澤沉穩,紙張經光線折射呈現點狀閃爍光澤,具有獨特的質感與效果。
150P斯不破:
塑膠卡材質,表面光亮,線條鮮明,缺點為不易吸墨,不易乾。
240P星幻紙:
紙張充滿"古典奢華"的質感,明顯顯現豐富的色調與高雅的氣度。
200P合成紙:
塑膠卡的一種,表面平滑,色彩稍沉,油墨不易乾。
